Not sure which product or specification is right for your application?
Request a complimentary sample — specify your material, equipment, and requirements. Ships within 2 business days.
Request Free Sample →
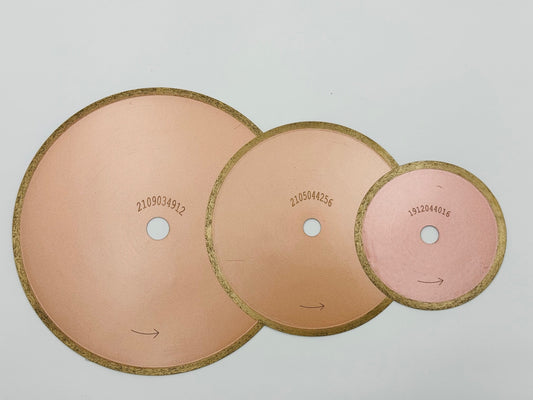
Beta Diamond Products precision diamond wafering blades are engineered for clean, low-deformation sectioning of metals, ceramics, composites, geological specimens, and electronic components. Available in sintered metal bond, resin bond, and nickel electroplate bond types, in diameters from 4 to 14 inches with arbor hole sizes of 1/2 inch, 5/8 inch, and 1 inch — our blades are direct replacements for OEM blades in all major low-speed and precision sectioning saws including Buehler Isomet 1000, Isomet 2000, Isomet 4000 Pro; Struers Accutom-50, Accutom-100; LECO VC-50; and all compatible saws.
Blade Bond Type Selection Guide
| Bond Type |
Best For |
Not Recommended For |
| Sintered metal bond |
Ceramics, WC-Co carbides, Si₃N₄, alumina, geological specimens, SiC composites. Longest blade life, maximum flatness retention. |
Soft, gummy metals (pure copper, soft aluminum) — blade may load. |
| Resin bond |
Metals, alloys, semiconductors, electronic components, petrographic specimens. Faster cut rate; minimizes thermal damage on heat-sensitive materials. |
Highly abrasive materials that rapidly wear the resin matrix. |
| Nickel electroplate bond |
Soft, gummy, ductile metals — pure copper, pure aluminum, lead-tin alloys — where metal bond blades load and resin bond blades glaze. Single-layer construction; fast cut rate. |
Hard abrasive materials; limited blade life compared to sintered bond. |
A Note on CBN (Cubic Boron Nitride) Blades
CBN wafering blades are the preferred sectioning tool for hard ferrous metals in the HV 400–1400 range (approximately HRC 42–70) — hardened bearing steels, M2 and M42 high-speed steels, carburized and nitrided surfaces, and hard chrome coatings. CBN is harder than SiC and Al₂O₃ abrasives but softer than diamond — making it ideal for cutting hardened ferrous materials where diamond blades can sometimes cause fracture in extremely hard microstructural constituents. Contact Beta Diamond to discuss CBN blade availability for your specific application.
Compatibility Reference
| Saw Model |
Compatible Blade Diameters |
Arbor Size |
| Buehler Isomet 1000 |
4", 5" |
1/2" |
| Buehler Isomet 2000, 4000 Pro |
4", 5", 6", 7" |
1/2", 5/8" |
| Struers Accutom-50 |
3", 4", 5" |
1/2", 12.7mm |
| Struers Accutom-100 |
4", 5", 6" |
1/2", 5/8" |
| LECO VC-50 |
4", 5", 6" |
1/2", 5/8" |
| Custom / non-standard saws |
Contact Beta Diamond with your saw model, required blade OD, arbor size, and blade thickness — we manufacture to specification. |
Custom blade sizes and non-standard specifications available.Specify your saw model, required blade diameter, arbor hole size, and blade thickness. We manufacture custom blades with 2–4 week lead times. Contact us for a quote →
Frequently Asked Questions
What diamond wafering blade should I use for cutting ceramics?
For cutting technical ceramics (alumina, zirconia, silicon nitride, silicon carbide) and cemented carbide (WC-Co), use a sintered metal bond diamond wafering blade. The sintered bond releases diamond abrasive progressively as the blade wears, maintaining a sharp cutting edge throughout the life of the blade. Use low-speed coolant-flood cutting to minimize thermal cracking of brittle ceramic materials.
Are Beta Diamond wafering blades compatible with my Buehler Isomet or Struers Accutom?
Yes. Beta Diamond wafering blades are fully compatible with Buehler Isomet 1000, 2000, and 4000 Pro saws and Struers Accutom-50 and Accutom-100 saws. Confirm the blade diameter and arbor hole size from the saw manual or blade chamber specifications and select the matching Beta Diamond blade. If you are unsure, contact us with your saw model and we will confirm the correct specification.
What wafering blade should I use for petrographic thin section preparation?
For petrographic thin section preparation, a sintered or resin bond diamond wafering blade in 0.014–0.020 inch thickness (0.35–0.50mm) is recommended for clean cuts with minimal kerf loss. Use continuous coolant flow and slow feed rates to prevent thermal fracture in resin-impregnated rock specimens and to minimize chipping at the cut surface.